
Chemical Tanker Trailer
ZW Group chemical tanker trailers are engineered for the safe transportation of corrosive and hazardous liquids, including acids, alkalis, solvents, and industrial chemicals.
Built with corrosion-resistant materials and high-sealing tank structures, these trailers provide reliable protection against leakage, contamination, and pressure variation during transport — even under demanding operating conditions.
To support diverse chemical logistics requirements, optional insulation and heating systems are available to maintain chemical stability throughout long-distance transportation.
With more than 10 years of export experience, Shandong ZW Vehicle Group supplies chemical tanker trailers to customers in over 60 countries worldwide.


Ready to Order? Get Your Quote Today!
Expert support worldwide — get your personalized quote today.
📌 Product Overview
Why Choose ZW Group Chemical Tanker Trailer?
Transporting chemical liquids requires strict control over material compatibility, sealing performance, and structural safety. ZW Group designs every chemical tanker trailer with these priorities at the core.
Key advantages include:
Corrosion-resistant tank materials (stainless steel or aluminum alloy)
High-standard sealing systems to prevent leakage
Pressure relief and safety valve protection
Optional thermal insulation and heating systems
Stable chassis design for hazardous cargo transport
Custom configurations based on chemical type
Our 50,000m² manufacturing facility integrates CNC cutting, automatic welding, and precision assembly systems, ensuring consistent quality from raw material processing to final inspection.
Supported by over 200 skilled technicians, we deliver reliable and compliant chemical tanker solutions for global logistics operations.
Applications in Logistics & Industry
ZW Group chemical tanker trailers are widely used in regulated and safety-critical industries, including:
Chemical Manufacturing – Transport of acids, alkalis, solvents, and liquid raw materials
Petrochemical Industry – Long-distance transfer of chemical intermediates and by-products
Agriculture – Delivery of liquid fertilizers and chemical agents
Water Treatment – Transport of chlorine, sodium hypochlorite, and treatment chemicals
Hazardous Waste Management – Secure movement of chemical waste materials
The corrosion-resistant structure and airtight sealing system allow stable performance in highly controlled environments.
{kind=link}
{kind=link}
{kind=link}
🛠️ Operation & Specifications
Chemical Loading Procedure
Safe chemical loading is essential to prevent leakage and environmental risk. Recommended steps include:
Park the trailer on level ground near the filling station
Establish grounding and bonding to eliminate static electricity
Connect chemical-compatible hoses and fittings
Begin loading via pump or gravity system
Monitor filling level, pressure, and temperature
Close all valves after reaching target volume
Inspect safety and pressure relief systems before departure
Following standard loading procedures ensures safe operation and regulatory compliance.
Basic Specifications Table
Single-Compartment Oil Tanker Semi-Trailer with 3 Axles – Blueprint
.png)
Oil Tanker Blueprint Version 2: Single Compartment, 3 Axles
-1024x512.jpg)
Three-Compartment Oil Tanker Design for 3-Axle Semi-Trailer
.jpg)
📦 Delivery & Components
Packaging & Global Shipping
Before shipment, every chemical tanker trailer undergoes thorough inspection and safety verification.
Depending on destination and transport conditions, trailers are shipped via:
Container loading (partial disassembly if required)
Ro-Ro vessel transportation
Our experienced logistics team supports inland delivery, port handling, and customs coordination, ensuring safe and efficient global delivery.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Key Parts Overview
Tank Body
Manufactured from corrosion-resistant stainless steel or aluminum alloy to ensure chemical compatibility.
Chassis Frame
Heavy-duty steel structure provides stability during transport of hazardous liquids.
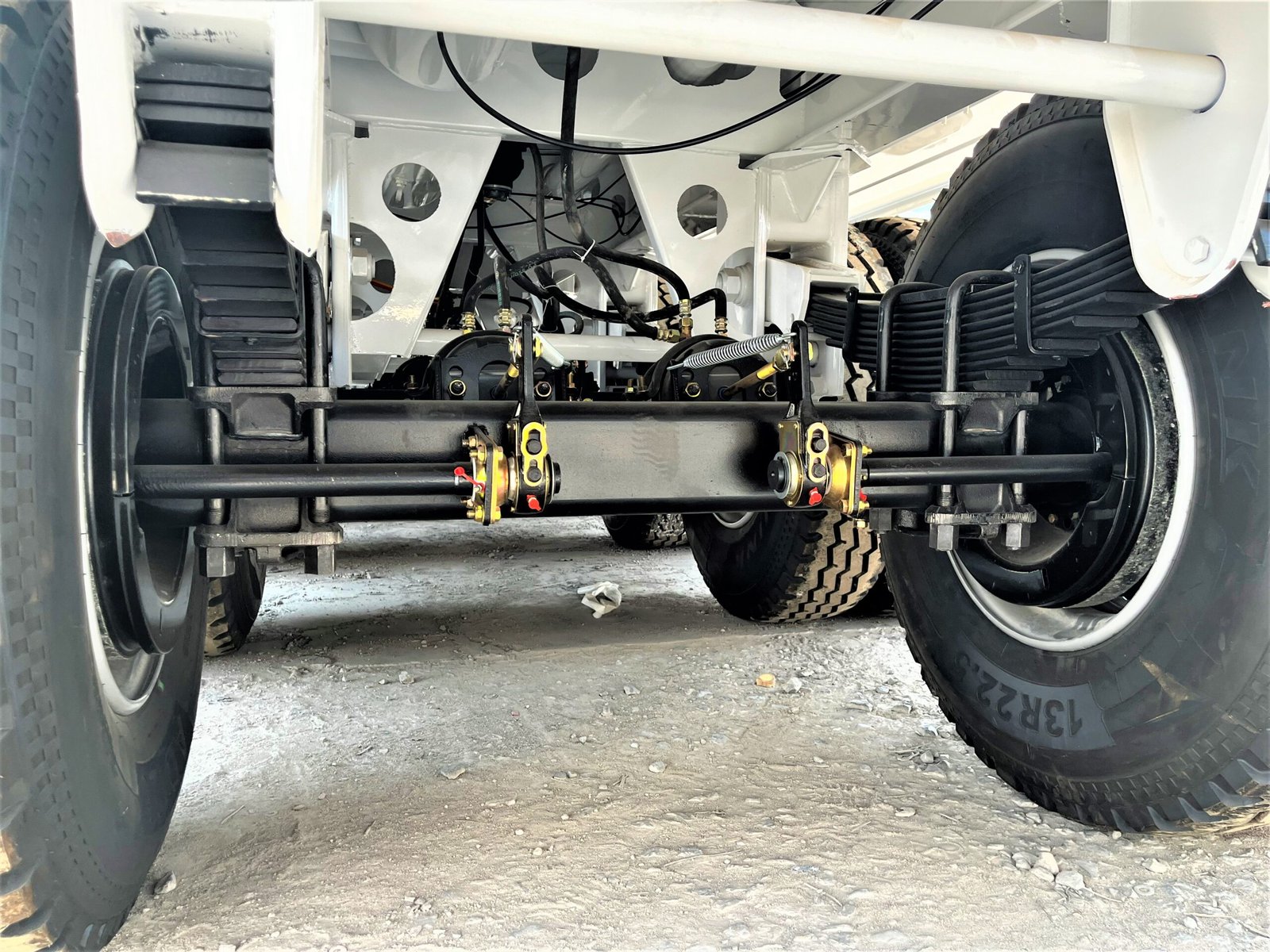
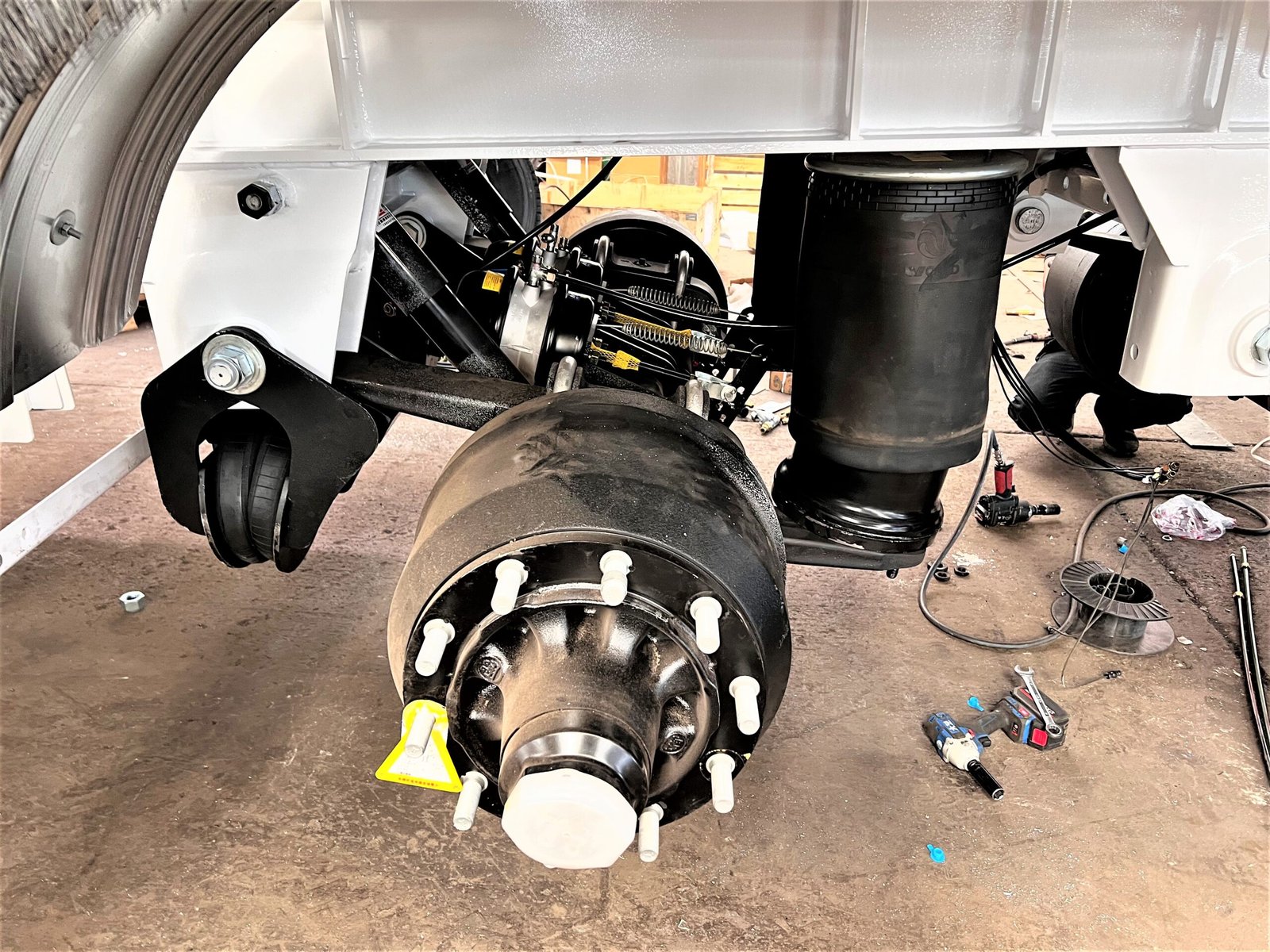
Axles & Suspension
Multi-axle design with optional air suspension improves road stability and load distribution.
Sealing & Safety System
High-performance seals combined with pressure relief valves reduce leakage and overpressure risk.
Thermal Insulation (Optional)
Maintains chemical stability during temperature-sensitive transport.
Loading & Discharge System
Top manholes and bottom valves designed to minimize spillage.
Brake & Lighting System
Reliable air braking system with high-visibility LED lighting for road safety.




🔧 Design Advantages
Main Beam Features
The main beam forms the structural backbone of the chemical tanker trailer.
High-strength Q345 steel construction
Optimized flange and web thickness for balanced strength
Automatic welding for uniform stress distribution
Anti-corrosion surface treatment
Designed for long-term operation under chemical transport conditions
This structure ensures stable performance under heavy load and long-distance operation.
Tractor & Trailer Connection Compatibility
Standard JOST 50# fifth wheel coupling
Kingpin height approx. 1,390 mm
JOST 25-ton landing gear
Standard electrical and pneumatic connectors
Custom configurations available for regional tractor standards
These features ensure secure coupling and smooth road handling.
🏭 Factory & Customer Testimonials
Manufacturing Display
50,000m² modern production facility
CNC cutting and automatic welding systems
Strict quality inspection process
Over 200 skilled technicians
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Customer Feedback
Customers consistently highlight:
Reliable sealing performance
Strong corrosion resistance
Stable operation during long-distance transport
Low maintenance requirements
These advantages make ZW chemical tanker trailers a dependable choice in hazardous liquid logistics.

📈 Case Studies & FAQs
Successful Delivery Experience
ZW Group chemical tanker trailers have been delivered across Southeast Asia, Africa, the Middle East, and Europe.
Many customers operate our trailers in high-temperature, high-humidity, and long-haul conditions, reporting consistent safety performance and long service life.
These successful projects reflect ZW Group’s ability to provide customized chemical transport solutions that meet strict international safety standards.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
❓FAQ
Q1: What chemicals can be transported?
A1:Acids, alkalis, solvents, liquid fertilizers, and other corrosive liquids.
Q2: Are corrosion-resistant materials used?
A2: Yes. Stainless steel or aluminum alloy is selected based on chemical properties.
Q3: Is insulation available?
A3: Optional thermal insulation and heating systems are available.
Q4: How is transport safety ensured?
A4:Through pressure relief valves, sealing systems, and compliance with international standards.
Q5: Can specifications be customized?
A5:Yes. Capacity, materials, insulation, and fittings can be customized.
Q6: What is the delivery time?
A6:Normally 30–60 days depending on configuration.
Q7: Do you provide after-sales support?
A7:Yes. Technical support, spare parts supply, and operation guidance are provided.